无锡精工焊接设备有限公司
下单前,请详细咨询联系180-1839-9111!!!
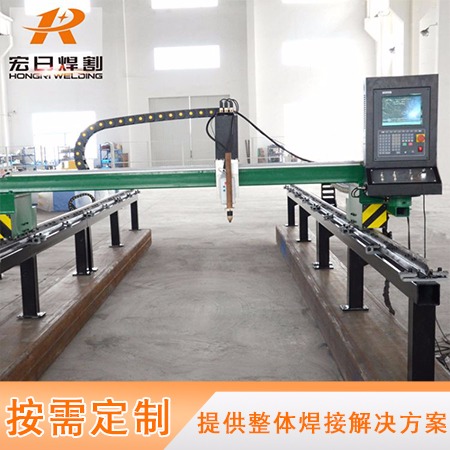
产品说明: 便携式数控切割机具备数控龙门切割机的所有功能,是半自动气割机、仿型切割机和切割小车的理想换代产品,价格经济、智
能型操作与维护,是专门用于金属板材下料的数控设备。可编程单独或批量切割任意平面复杂图形,支持火焰、等离子切割,整体设备占地面积小,轻便易于移动,适合于室内、室外切割。可直接放置在待下料板材上实现切割,使工作效率提高3-7倍以上,同时节省下料成本,减少二次加工,
提高生产效率,切割精度可与数控龙门切割机相媲美。具有超低成本、自动化程度高、使用方便、精度高、可靠性高、易于操作和维
护等特点。
适合碳钢(火焰),不锈钢及有色金属(等离子)切割,在切割异型件及批量生产时效果显著。
应用范围:适用于大、中、小型厂矿,广泛应用于机械制造、造船、压力容器、工程机械、矿山机械、电力、桥梁建筑、钢结构、汽车制造等行业。
产品特点:
可单独或批量切割任意形状零件。
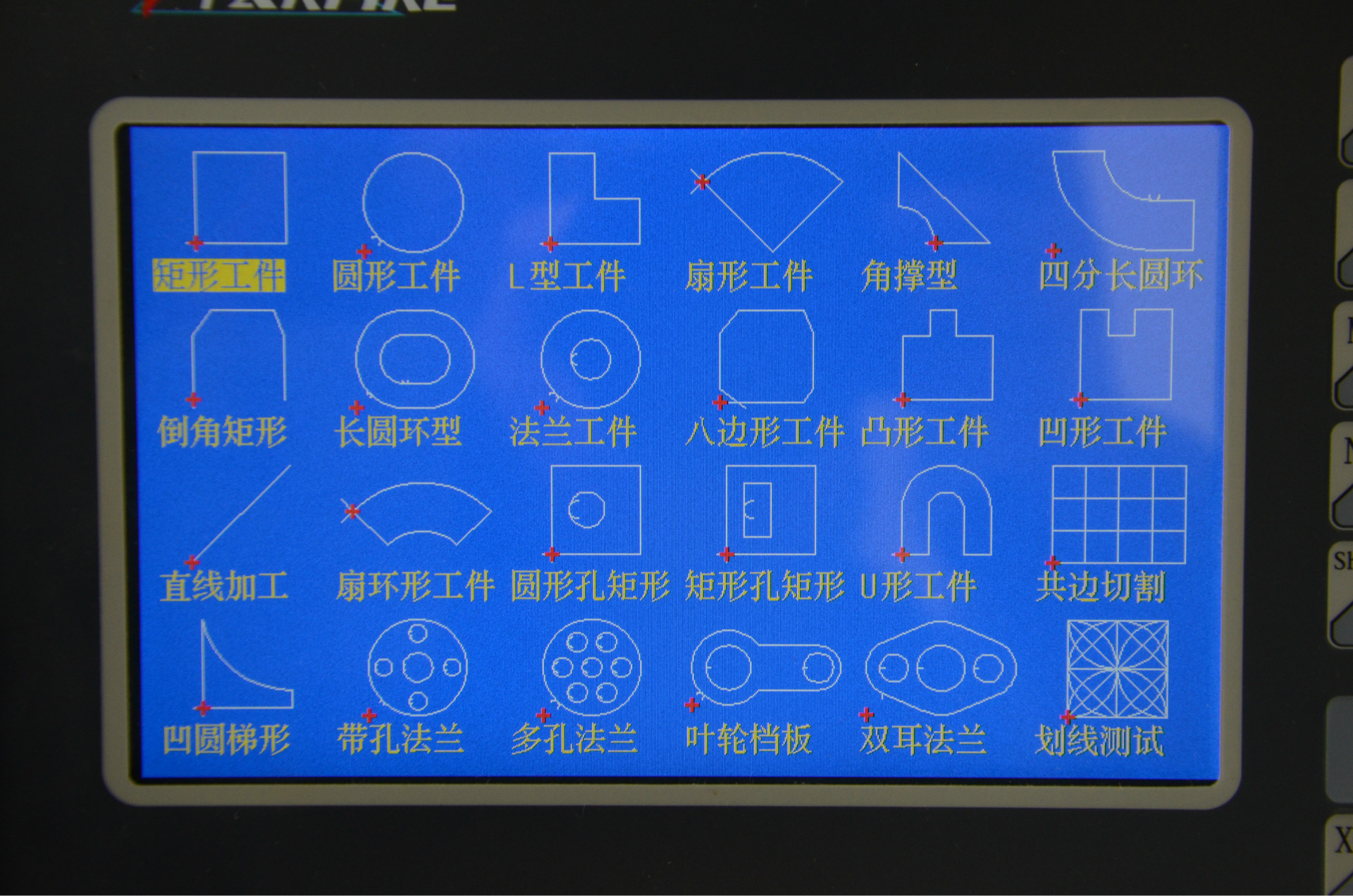
智能型数控系统,采取人性化的正面人机对话设计,易于操作;
机械结构使用特制的高强度一体化铝合金材料,并经过高温氧化耐磨处理,内侧加强结构,有效防止长时间运行及磨损给机械结构带来的损害,实
现平稳传动,并保证切割精度。
支持火焰和等离子两种切割方式;
高效率,低成本;
占地面积小,可随意搬移,不占固定场地;
稳定性强,有效屏蔽等离子高频干扰,轻巧便携;
切割精度高,切口平滑美观;
标配软件:FastCAM套料软件,国际通用;同时兼容Type3/Artcut6/Caxa/Auto CAD/Art CAM等软件。
操作步骤:
1、CAD制图文件用套料软件转换成G代码,即切割轨迹文件
2、用U盘将G代码复制到数控系统,开始切割。
系统配置 |
||
功能项目 |
基本版 |
高级版 |
断电断点保护记忆,任意回退,割枪移位,割缝补偿,割枪穿孔停留,预热时间智能记忆,任意中断,电子离合器开关,温控风扇,键盘诊断 |
|
|
5.7寸320*240高分辨液晶屏,蓝底白字,中文/英文菜单系统,U盘接口,导入程序 |
|
|
动/静态加工图形显示,任意设定起始速度、加减速时间,运动中可实时加、减速 |
|
|
支持EIA代码(G代码)及FastCAM等各类套料软件 |
|
|
氧燃气、等离子和演示模式,各类加工参数齐全,可满足不同工艺需求 |
|
|
高细分步进电机驱动,运行平稳,噪音低,精度高 |
|
|
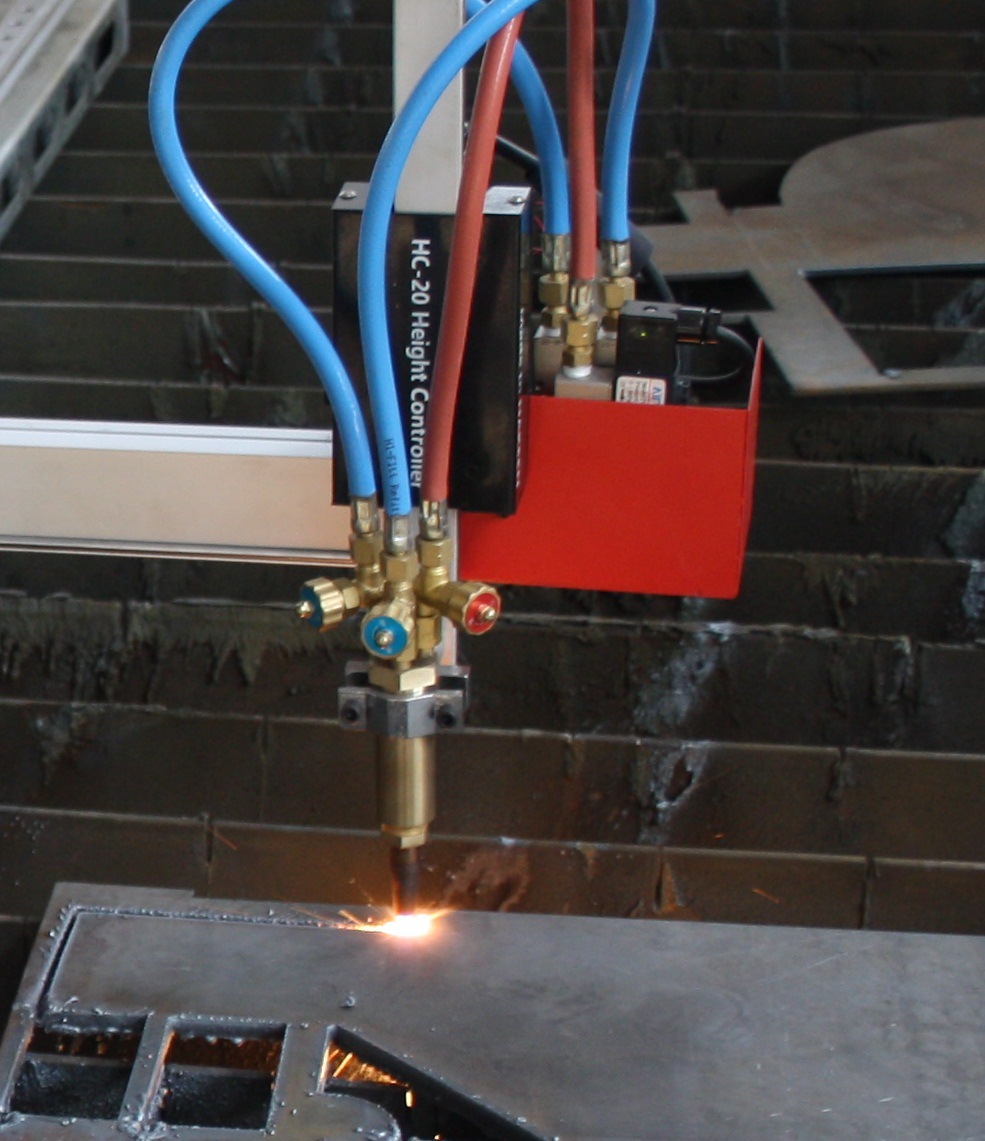
万能割枪夹紧功能、标准电动高度调整装置、三路电磁阀、火焰切割防护隔热板 |
|
|
机箱采用全钢防磁结构,排除各种磁电干扰,保证数控系统可靠稳定运行 |
|
|
预留等离子接口,兼容各型等离子切割机,选配弧压自动跟踪THC |
|
|
高速16位单片机 |
|
|
ARM DSP高速、高精度插补控制 |
|
|
45种常用图形库(包括网格图形),可选择设置片尺寸和孔尺寸 |
|
|
图形比例、旋转、镜像、矩阵排列,图形钢板校正 |
|
|
图形放大/缩小,放大状态下动态跟踪切割点 |
|
|
自定义全部输入输出端口的类型(常开或常闭)和编号 |
|
|
可自诊断系统所有IO状态和按键状态,方便检查和排除故障 |
|
|
导出程序,参数备份,日期,星期,时钟显示 |
|
|
氧燃气和等离子IO分开控制,两级预热,三级穿孔,等离子弧压反馈,定位反馈,转角自动关闭弧压 |
|
|
根据钢板厚度,在转角处可自动限速,有效防止过烧 |
|
|
边缘切割,选行和选号,偏移切割,避免因排料计算错误而造成的板材浪费 |
2000 |
10000 |
大程序行数 |
|
|
技术参数 |
||||
型号 |
HR-1020 |
HR-1225 |
HR-1530 |
HR-1630 |
输入电源 |
220±10%V AC 50Hz 220W |
|||
切割方式 |
氧气/丙烷或乙炔;可配置等离子切割机 |
|||
有效切割范围 |
1000×2000 |
1225×2500 |
1500×3000 |
1600×3000 |
导轨长×宽×厚 |
2500×273×60 |
3000×273×60 |
3500×273×60 |
3500×273×60 |
配置的轨枕数量 |
2(长×宽×厚L×W×H 500×80×40mm) |
|||
横梁截面尺寸 |
50×60mm |
|||
切割速度 |
50-2000(大Max 4000mm/min) |
|||
切割厚度(火焰) |
5-150mm |
|||
切割厚度(等离子) |
视客户等离子电源而定 |
|||
割枪和调高 |
火焰,电动调高(±60mm) |
|||
主机重量 |
19kg |
|||
燃气压力 |
大Max 0.1Mpa |
|||
氧气压力 |
大Max 0.7Mpa |
|||
适用燃气种类 |
丙烷、乙炔
|
|||
产品细节展示
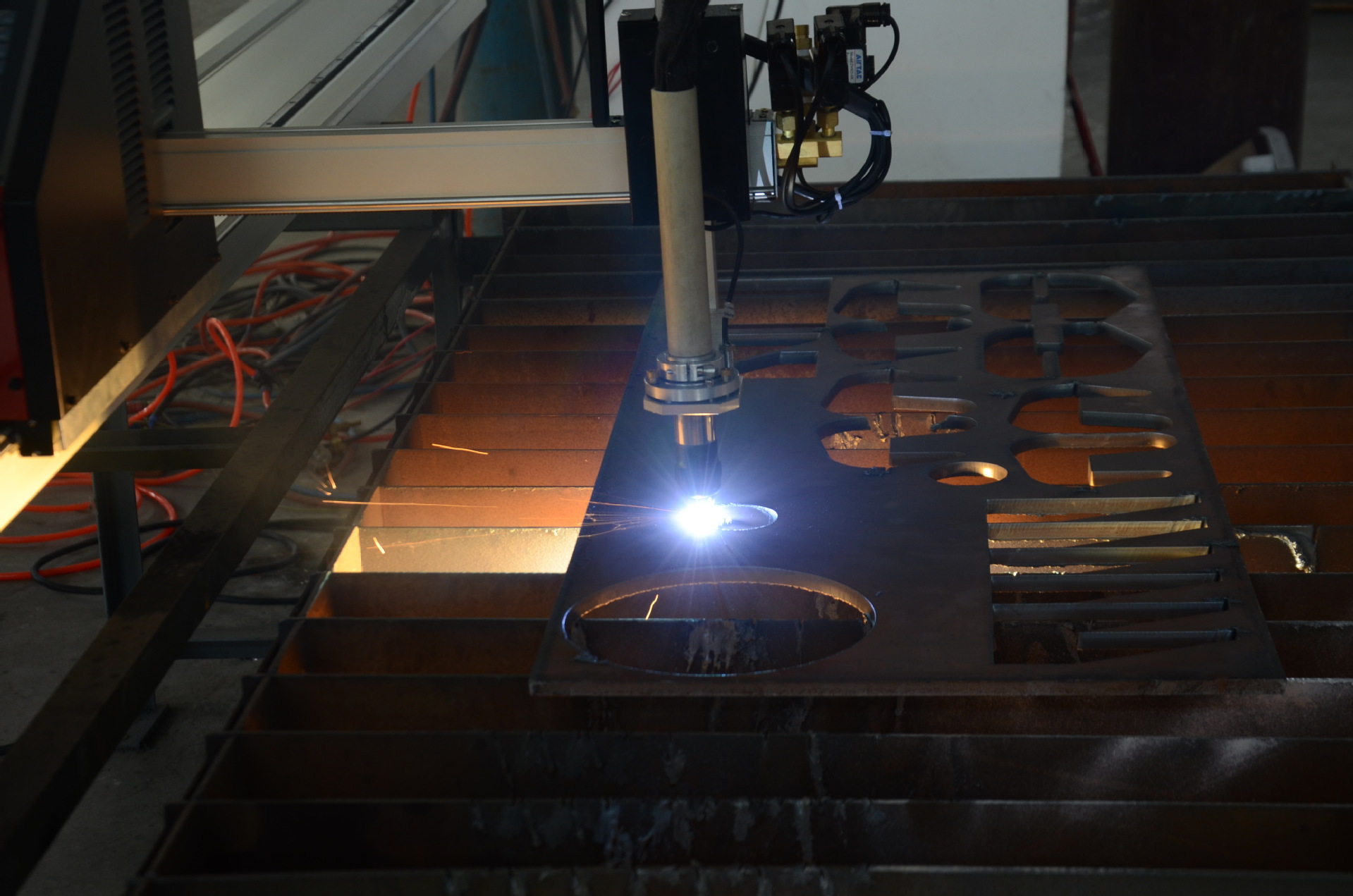


与CNC CUT-105数控专用空气等离子切割机配合使用效果及佳

设备的安装、调试、验收
内容 |
设备运输: |
1卖方负责运输过程中的保险与安全。 |
2. 卖方将自行对设备进行包装,包装箱具有必要的发运标志和注意事项,设备包装具有防潮、防晒、防锈、防腐蚀、防震动及防止其他损坏的保护措施,从而保护设备能经受得住多次搬运、装卸及长途运输颠簸 |
3. 卖方负责使用设备装卸用的起吊工具,负责正确的将设备安装在规定地点 |
4.设备发运前,中标方负责人员将对招标方的地基、地基周边情况、周边已安装设备进行考察检验,并制定详细的进场方案,以避免安装时对周围设备造成影响 |
5.在确认招标方地基合格后,甲乙双方共同确定发运时间,因是多车发运,中标方将确定合适的发运顺序(与设备部件安装顺序一致),以便车到即可按顺序安装 |
安装: |
1.卖方负责将货物包装并完好运送至招标方安装现场,包装物不回收 |
2.卖方负责安装(指机器本体装配,不含基础、二次灌注、及盖板等,但基础调整垫铁、地脚螺栓等地基用附件由中标方提供)、调试直至交验,并有安装调试验收记录,招标方只负责设备基础制作(中标方需提出对设备基础图及平面布置图的要求,并由双方确认) |
调试: |
1.卖方提供调试、试车用一切易耗品(包括液压油、润滑脂、润滑油、冷却液、电极喷嘴、涡流环等)。试车用钢板由卖方提出具体型号、材质、数量,经招标方确认后,由买方负担,超出部分由卖方负担。买方提供水、电、气等方面的必要配合 |
验收: |
1.设备在制造过程中,卖方在对关键部件进行加工时提前1周应通知买方,买方可随时派人员对关键部件的关键工艺加工过程进行监检;买方有权对有异议的零部件要求卖方拆机重检,卖方不得拒绝,验收费用由卖方负责,制造质量和交货期不变。买方的查验不替代卖方的责任 |
2.设备在制造厂制造完成后,应进行组装运行试验及自检,设备制造完毕后,卖方提前1周通知买方,买方应派人员到工厂进行预验收。在预验收合格后,方可办理发货。买方的查验不替代卖方的责任 |
3.设备在买方处安装调试完成,试运行48小时后进行设备的终验收 ,卖方提供验收大纲,验收内容包括:外观质量、技术参数、动作性能、精度检验等。双方共同确认产品已达到规定的技术要求和质量要求后,由双方代表签署终验收报告。卖方并向买方设备管理部门交验 |
4.验收标准:按照相关国家标准、本技术规格书规定、卖方投标文件和卖方出厂标准进行,如有冲突,以较高要求执行 |
验收程序: |
1)预验收在制造厂进行,包括内容如下: 制造装配质量及表面质量 加工精度(按标准试件) 设备运转和动作程序 |
2)终验收在安装现场进行,包括内容如下: 设备整体质量、安装调试质量、几何精度、加工精度
|
质量保证及技术服务、培训: |
1.卖方对产品质量实行“三包”,质保期为双方代表签署终验收合格报告之日起12个月。质保期后,卖方对设备实现终身有偿服务,并以优惠的价格及时提供备品、备件 |
2.数控系统和进口等离子电源保修壹年。 |
3.质保期内出现产品质量问题,卖方在接到买方通知后8小时内做出答复,48小时内派人员到现场免费更换有问题零件。在售后服务过程中,卖方服务人员做到故障不排除不得离开现场,直至买方满意为止 |
技术培训: |
提供免费二次培训服务,包括操作、维修、技术培训,分别在预验收和终验收过程中进行,集中正规授课不少于20学时,培训人数由买方确定。对操作者培训应达到能单独操作为止。 技术培训服务方案: A:需方根据生产的需要,需方至少提货前一周内,可派操作工(操作工至少相当于高中文化水平,实践能力强)和编程工(程序员至少相当于高中文化水平,熟练操作CAD制图)两人来供方制造厂进行技术培训。 B:供方将实行免费为期2天到一周技术培训:数控切割机操作培训、设备保养、维修1天、软件编程套料1天,若在培训过程中学员尚有疑问的地方,我们保证学员学会为止。 C:可为培训合格的学员可颁发数控切割机操作及编程结业证书。 |