泊头市精创工量具制造有限公司









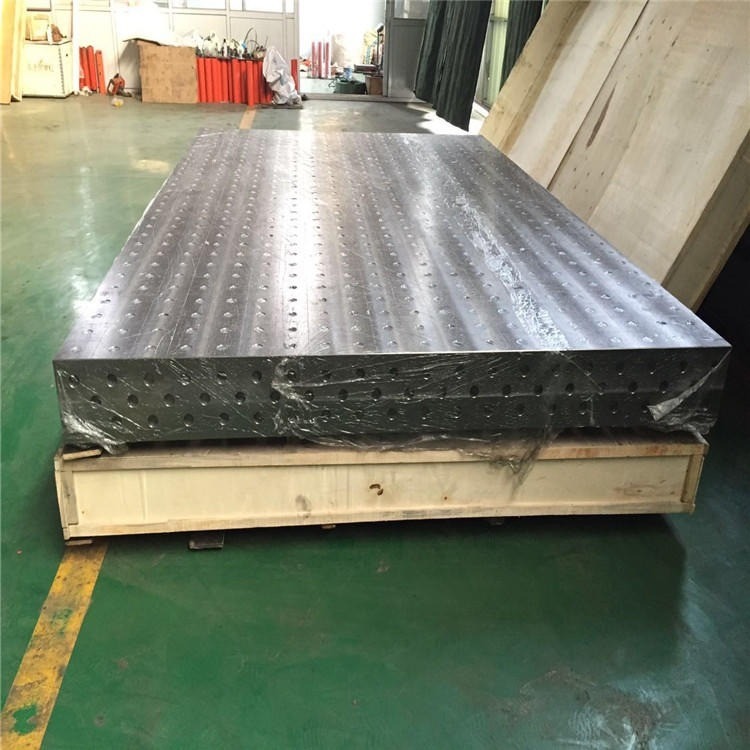
铸铁平尺具有垂直平行的框式组合,适用于高精度机械和仪器检验及机床之间不垂直度的检查,是用来检查各种机床内部件之间不垂直度的重要工具。
铸铁平尺有两个工作面,工作面采用刮研工艺,使测量的精度更高,平行平尺的工作面不能有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷,否则会使测量失真。
铸铁平尺以涂色法或指示表法检验机床导轨、平板等的平面度,也常用于以光隙法检验工件棱边的直线度。在机床检验中,铸铁平尺配合块规,千分尺,水平 仪等仪器,检验机床不平度和不直度,不同高度,两导轨的平行和不连接导轨的水平,铸铁平尺配合直角尺,检验单独使用直角尺无法检验的两机件的垂直度,铸铁平尺还适用于设备安装和检查。
检验铸铁平尺的侧面对工作面的垂直度:
将平尺放置在平板上使装有分度值为0.001mm千分表的表座通过标准圆棒在标准直角尺上对零。然后以同样的方式是表座靠平尺的一个侧面,此时千分表的读数即为该侧面的垂直度误差。同理检测另一侧面的垂直度误差,取大误差值。
检验铸铁平尺的上工作面与下工作面的平行度:
将平尺以工作面为基面放在精密平板上,用装在表架上的分度值为0.001mm的千分表在其工作面上测出不少于三处的高度差值,即为平行度误差。
当不具备适用的平板时,允许将平尺侧面放在某一支承面上,用分度值为0.002mm的杠杆千分尺或带分度值为0.002mm千分表的检具测平尺的高度差。
检验铸铁平尺的自然挠度:
将平尺用等高块支承在距平尺两端2L/9的标准支承标记处并置于基准平面上,用分度为0.001mm的指示表或比较仪,在工作面长度中间测量读数;然后将等高块移至大支承距离位置(平尺两端),稳定10min后由指示表或比较仪读数;两次读数值之差Y即为平尺的自然挠度。