郑州德卡特超硬工具有限公司







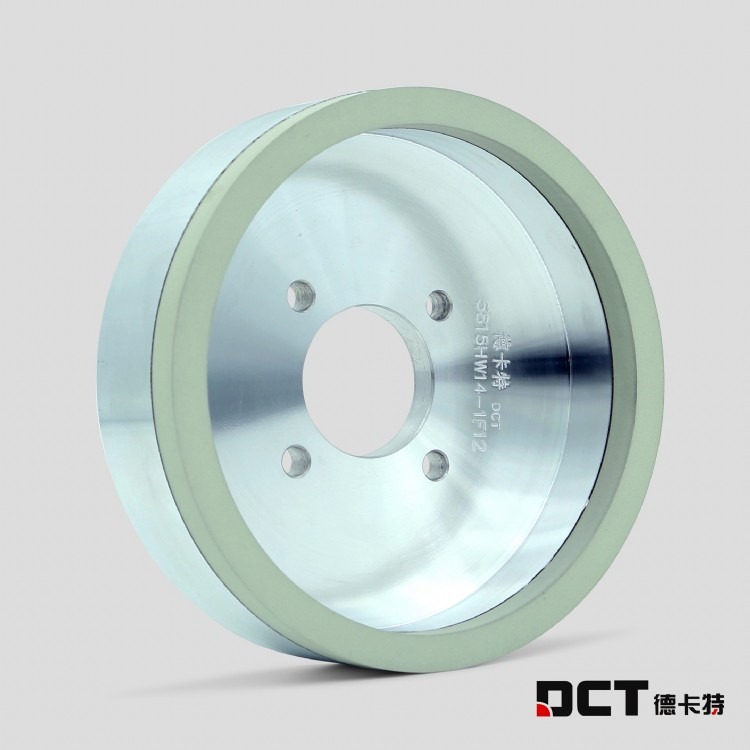
用于加工陶瓷及玻璃材料的金刚石陶瓷结合剂磨盘
类型: |
端面磨砂轮 |
|
|
工作线速度 |
10-20M/S |
|
|
结合剂: |
陶瓷 |
|
|
适用
范围 |
用于水晶、氧化锆陶瓷、宝石、叶片泵定子、转子、叶片端面、半导体材料、磁性材料等的粗磨、精磨。 |
|
|
砂轮规格Ф100~Ф1200mm。每组砂轮加工零件数量500000~1500000件,粗糙度:Ra0.05μm到Ra0.2μm均可,平面度≤2μm,∥≤2μm。单盘零件之间尺寸误差为1~2μm。
适用设备:日本光洋,日本富士,德国皮特沃尔特,意大利,英国莱玛特等进口机床;适用于秦川发展,上海索图,杭州机床,新乡机床厂等国内双端面磨床。
适用于活塞环、垫圈、填隙片、汽车转向泵转子、定子及旋叶式压缩机转子、定子的端面磨削;
适用于缸体、滚套、密封环、阀板、滑片、连杆、配油盘、精密弹簧、轴承端面、刀片等扁平工件双端面的磨削,
适用于陶瓷片、陶瓷阀芯阀片、单晶硅、磁性材料等扁平工件双端面的磨削。
磨盘可配套进口及国产双端面数控磨床,也可为非数控单、双面磨床配套,产品质量稳定。
陶瓷结合剂金刚石砂轮磨削时,具有以下优点;
1)磨削效率高;
2)具有很高的耐磨性:砂轮的耐磨性高,磨粒消耗少,特别是在磨很硬又很脆的工件时最明显;
3)磨削力小,磨削温度低;
4)磨削的工件精度高、表面质量好,工件的形状保持性好。
因此陶瓷结合剂金刚石砂轮在陶瓷等一些特殊材料的磨削加工中,具有越来越明显的优势,在金刚石砂轮的发展中有着良好的前景。被认为是高速、高效、高精、低磨削成本、低环境污染的高性能砂轮,具有越来越广泛的应用,是近来世界各国磨削工具竞相研究开发的热点。
产品简介:
1.磨削兼抛光一次完成。
2.缩短加工研磨时间,短时间内达到表面粗糙度。
3.工件表面呈现金属原色泽白金亮。
4.对于不锈钢板、铜、铝、钛合金研磨过程中、不沾丝宵、不易堵塞。
5.工件表面无划痕、无麻点。
6.减少砂轮使用数量、重量轻、易安装、减少装机时间。
温馨提示:
使用金刚石工具时,请注意以下事项:
1.新装上工具时一定要试下工具是否跳动,跳动的话不能直接作业,要调整到不跳才能用。否则工具很快磨坏,雕出来的东西也不是很顺。调整方法:用换夹头的小扳手轻轻敲一下高速转动的工具柄直至工具平稳为止。电子机严禁敲打,调整方法是松开夹头,把工具转个角度或伸出和缩进一点。
2.一定要放水冷却(类似医院打点滴那样的滴水装置),如干钻,工具头上的金刚石因过热会石墨化,从而很快磨损报废。
3.钻进时,尽量避免晃动,因为晃动会造成工具局部损坏,并加速整个工具的损坏。
4.转速尽可能的高。一般要求线速度不低于10-20米每秒。
5.轻压给进,金刚石工具是靠磨削来加工工件的,过分用力,磨粉不易排除,工具(特别是小工具)也容易损坏。